





Los requisitos de diseño de una planta de producción de alquilglicósidos basados en la síntesis de Fisher dependen en gran medida del tipo de carbohidrato utilizado y de la longitud de la cadena del alcohol utilizado. Se introdujo por primera vez la producción de alquilglicósidos solubles en agua a base de octanol/decanol y dodecanol/tetradecanol. .Se tratan por separado los alquilpoliglicósidos que, para un determinado DP, son insolubles en agua debido al alcohol utilizado (número de átomos de C en la cadena de alquilo≥16).
Bajo la condición de síntesis de alquilpoliglucósido catalizada por ácido, se generan productos secundarios como éter de poliglucosa e impurezas coloreadas. La poliglucosa es una sustancia amorfa formada por la polimerización de glicosilo durante el proceso de síntesis. El tipo y la concentración de la reacción secundaria dependen de los parámetros del proceso. , como temperatura, presión, tiempo de reacción, catalizador, etc. Uno de los problemas que resuelve el desarrollo de la producción industrial de alquilpoliglicósidos en los últimos años es minimizar la formación de productos secundarios relacionados con la síntesis.
En general, los alquilglicósidos a base de alcohol de cadena corta (C8/10-OH) y de bajo DP (gran sobredosis de alcohol) tienen los menores problemas de producción.En la fase de reacción, con el aumento del exceso de alcohol, disminuye la producción de productos secundarios.Reduce el estrés térmico y elimina el exceso de alcohol durante la formación de productos de pirólisis.
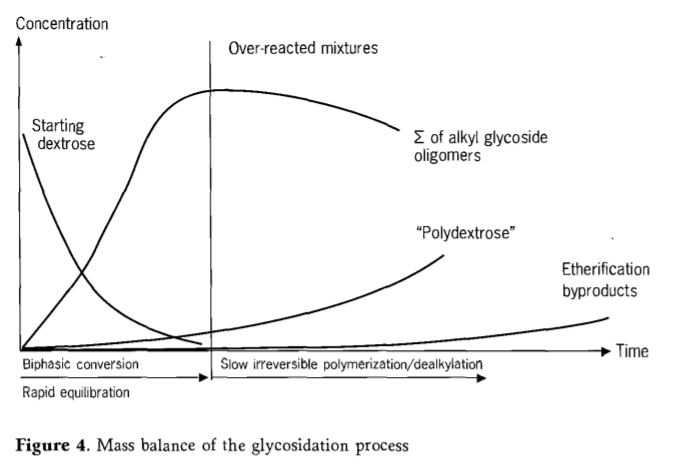
La glicosidación de Fisher puede describirse como un proceso en el que la glucosa reacciona relativamente rápido en el primer paso y se logra el equilibrio del oligómero. A este paso le sigue una degradación lenta de los alquilglicósidos. El proceso de degradación implica pasos como la desalquilación y la polimerización, que, al concentraciones aumentadas, forma irreversiblemente una poliglucosa termodinámicamente más estable. La mezcla de reacción que excede el tiempo de reacción óptimo se llama sobrerreacción. Si la reacción se termina prematuramente, la mezcla de reacción resultante contiene grandes cantidades de glucosa residual.
La pérdida de sustancias activas del alquilglucósido en la mezcla de reacción tiene una buena relación con la formación de poliglucosa.En el caso de una reacción excesiva, la mezcla de reacción gradualmente vuelve a ser polifásica mediante la precipitación de poliglucosa. Por lo tanto, la calidad y el rendimiento del producto se ven seriamente afectados por el tiempo de terminación de la reacción. Comenzando con la glucosa sólida, los alquilglicósidos en los productos secundarios se de menor contenido, lo que permite filtrar los demás componentes polares (poliglucosa) y los carbohidratos restantes de la mezcla reactiva que nunca ha reaccionado completamente.
En el proceso optimizado, la concentración del producto de eterificación es relativamente baja (dependiendo de la temperatura de reacción, el tiempo, el tipo de catalizador y la concentración, etc.).
La Figura 4 muestra el curso típico de una reacción directa de dextrosa y alcohol graso (C12/14-OH).
La temperatura y la presión de los parámetros de reacción están estrechamente relacionadas entre sí en la reacción de glicación de Fischer. Para producir alquilpoliglicósidos con bajos productos secundarios, la presión y la temperatura deben adaptarse entre sí y controlarse estrictamente.
Alquil poliglicósidos bajos en productos secundarios causados por bajas temperaturas de reacción (<100 ℃) en la acetalización.Sin embargo, las bajas temperaturas dan como resultado tiempos de reacción relativamente largos (dependiendo de la longitud de la cadena del alcohol) y eficiencias específicas del reactor bajas.Las temperaturas de reacción relativamente altas (>100 ℃, normalmente 110-120 ℃) pueden provocar cambios en el color de los carbohidratos.Al eliminar de la mezcla de reacción los productos de reacción de punto de ebullición más bajo (agua en la síntesis directa, alcoholes de cadena corta en el proceso de transacetalización), el equilibrio de acetalización se desplaza hacia el lado del producto.Si se produce una cantidad relativamente grande de agua por unidad de tiempo, por ejemplo debido a temperaturas de reacción elevadas, se debe prever una eliminación efectiva de esta agua de la mezcla de reacción.Esto minimiza las reacciones secundarias (particularmente la formación de polidextrosa) que tienen lugar en presencia de agua.La eficiencia de evaporación de una etapa de reacción depende no sólo de la presión, sino también del área de evaporación, etc.Las presiones de reacción típicas en las variantes de transacetalización y síntesis directa están entre 20 y 100 mbar.
Otro factor de optimización importante es el desarrollo de catalizadores selectivos en el proceso de glicosidación, inhibiendo así, por ejemplo, la formación de poliglucosa y la eterificación. Como ya se ha mencionado, el acetal o el acetal inverso en la síntesis de Fischer es catalizado por ácidos. En principio, cualquier ácido de fuerza suficiente Para ello son adecuados, por ejemplo, ácido sulfúrico, p-tolueno, ácido alquilbencenosulfónico y ácido succínico sulfónico. La velocidad de reacción depende de la acidez y de la concentración del ácido en el alcohol. Reacciones secundarias que también pueden ser catalizadas por ácidos ( ej., formación de poliglucosa) se producen principalmente en la fase polar (trazas de agua) de la mezcla de reacción, y las cadenas alquílicas que pueden reducirse mediante el uso de ácidos hidrófobos (p. ej., ácido alquilbencenosulfónico) se disuelven principalmente en la fase menos polar de la mezcla de reacción. mezcla de reacción.
Después de la reacción, el catalizador ácido se neutraliza con una base apropiada, como hidróxido de sodio y óxido de magnesio. La mezcla de reacción neutralizada es una solución de color amarillo pálido que contiene entre un 50 y un 80 por ciento de alcoholes grasos.El alto contenido de alcohol graso se debe a la proporción molar de carbohidratos a alcoholes grasos.Esta relación se ajusta para obtener un DP específico para los alquilpoliglicósidos industriales y suele estar entre 1:2 y 1:6.
El exceso de alcohol graso se elimina mediante destilación al vacío.Las condiciones de contorno importantes incluyen:
– El contenido de alcohol graso residual en el producto debe ser<1% porque otros
la solubilidad y el olor se ven afectados negativamente.
- Para minimizar la formación de productos de pirólisis no deseados o componentes decolorantes, el estrés térmico y el tiempo de residencia del producto objetivo deben mantenerse lo más bajos posible dependiendo de la longitud de la cadena del alcohol.
- No debe entrar ningún monoglucósido en el destilado porque el destilado se recicla en la reacción como alcohol graso puro.
En el caso del dodecanol/tetradecanol, estos requisitos se utilizan para la eliminación de alcoholes grasos sobrantes, lo que se consigue en gran medida mediante destilación de varias etapas.Es importante señalar que a medida que disminuye el contenido de alcoholes grasos, la viscosidad aumenta significativamente.Obviamente, esto perjudica la transferencia de calor y masa en la fase final de destilación.
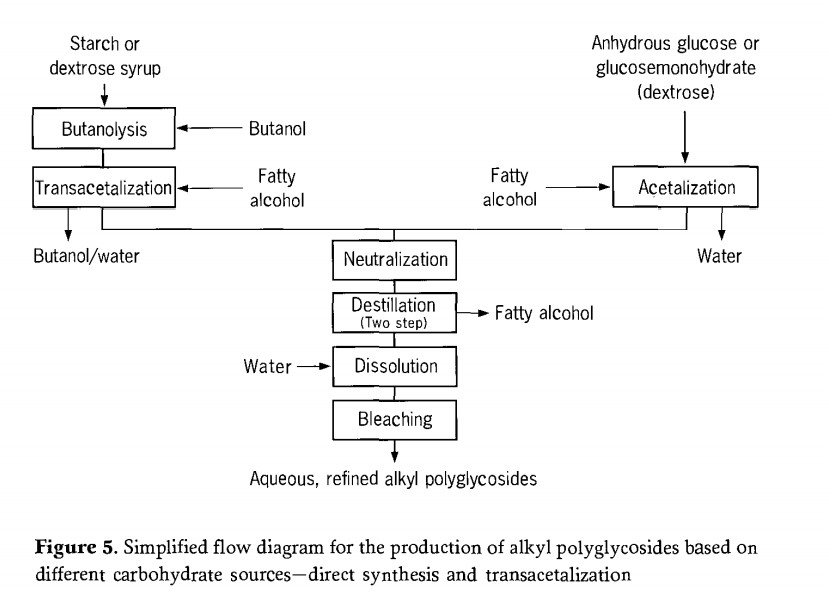
Por lo tanto, se prefieren los evaporadores finos o de corto alcance.En estos evaporadores, la película que se mueve mecánicamente proporciona una eficiencia superior a la de la evaporación y un tiempo de residencia del producto más corto, así como un buen vacío.El producto final después de la destilación es un alquilpoliglicósido casi puro, que se acumula como un sólido con un punto de fusión de 70 ℃ a 150 ℃.Los principales pasos del proceso de síntesis de alquilo se resumen en la Figura 5.
Dependiendo del proceso de fabricación utilizado, en la producción de alquilpoliglucósido se acumulan uno o dos flujos del ciclo del alcohol;exceso de alcoholes grasos, mientras que los alcoholes de cadena corta pueden recuperarse casi por completo.Estos alcoholes pueden reutilizarse en reacciones posteriores.La necesidad de purificación o la frecuencia con la que se deben llevar a cabo las etapas de purificación depende de las impurezas acumuladas en el alcohol.Esto depende en gran medida de la calidad de los pasos anteriores del proceso (por ejemplo, reacción, eliminación de alcohol).
Después de eliminar el alcohol graso, la sustancia activa de alquilpoliglicósido se disuelve directamente en agua, de modo que se forma una pasta de alquilpoliglicósido muy viscosa del 50 al 70%.En posteriores pasos de refinado, esta pasta se transforma en un producto de calidad satisfactoria de acuerdo con los requisitos relacionados con el rendimiento.Estas etapas de refinado pueden comprender el blanqueo del producto, el ajuste de las características del producto, como el valor de Ph y el contenido de sustancia activa, y la estabilización microbiana.En la literatura de patentes, hay muchos ejemplos de blanqueo reductivo y oxidativo y procesos de dos etapas de blanqueo oxidativo y estabilización reductiva.El esfuerzo y, por tanto, el coste involucrado en estos pasos del proceso para obtener ciertas características de calidad, como el color, dependen de los requisitos de rendimiento, de los materiales de partida, del DP requerido y de la calidad de los pasos del proceso.
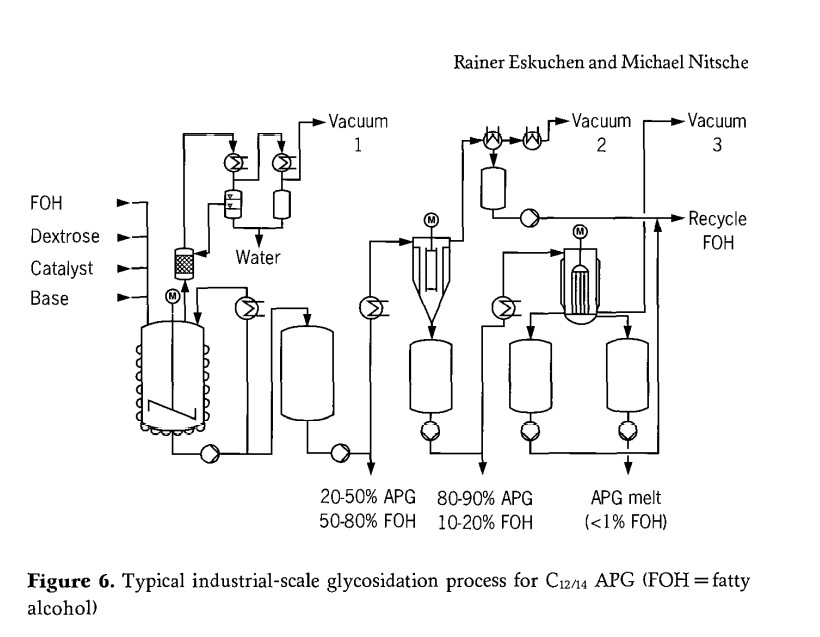
La Figura 6 ilustra un proceso de producción industrial de alquilpoliglicósidos de cadena larga (C12/14 APG) mediante síntesis directa).
Hora de publicación: 13-oct-2020