





Los requisitos de diseño de una planta de producción de alquil glucósidos basada en la síntesis de Fisher dependen en gran medida del tipo de carbohidrato utilizado y de la longitud de cadena del alcohol empleado. Se introdujo por primera vez la producción de alquil glucósidos hidrosolubles basados en octanol/decanol y dodecanol/tetradecanol. Los alquil poliglucósidos que, para un DP dado, son insolubles en agua debido al alcohol utilizado (número de átomos de C en la cadena de alquilo ≥ 16) se tratan por separado.
Bajo la condición de síntesis de alquil poliglucósidos catalizada por ácido, se generan productos secundarios tales como éter de poliglucosa e impurezas coloreadas. La poliglucosa es una sustancia amorfa formada por polimerización de glicosilo durante el proceso de síntesis. El tipo y concentración de la reacción secundaria depende de los parámetros del proceso, tales como temperatura, presión, tiempo de reacción, catalizador, etc. Uno de los problemas resueltos por el desarrollo de la producción industrial de alquil poliglucósidos en los últimos años es minimizar la formación de productos secundarios relacionados con la síntesis.
En general, los alquilglicósidos de cadena corta basados en alcoholes (C8/10-OH) y con bajo DP (alta sobredosis de alcohol) presentan los menores problemas de producción. En la fase de reacción, al aumentar el exceso de alcohol, disminuye la producción de productos secundarios. Esto reduce el estrés térmico y elimina el exceso de alcohol durante la formación de productos de pirólisis.
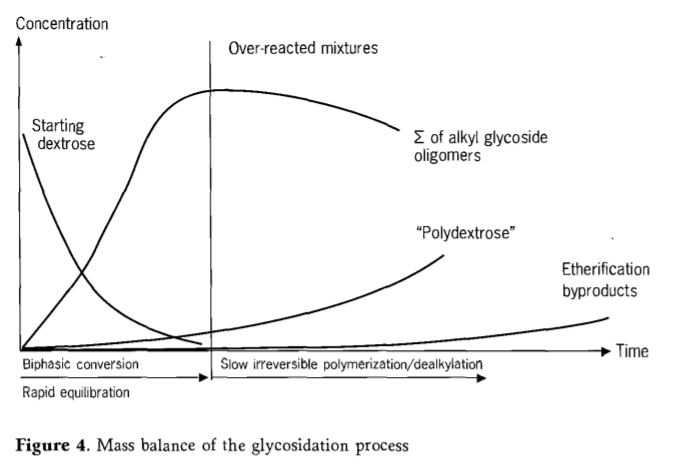
La glicosidación de Fisher puede describirse como un proceso en el que la glucosa reacciona relativamente rápido en el primer paso y se alcanza el equilibrio del oligómero. Este paso es seguido por una degradación lenta de los glicósidos de alquilo. El proceso de degradación implica pasos como la desalquilación y la polimerización, que, a mayores concentraciones, forman irreversiblemente una poliglucosa termodinámicamente más estable. La mezcla de reacción que excede el tiempo de reacción óptimo se denomina sobrerreacción. Si la reacción se termina prematuramente, la mezcla de reacción resultante contiene grandes cantidades de glucosa residual.
La pérdida de sustancias activas del alquil glucósido en la mezcla de reacción está estrechamente relacionada con la formación de poliglucosa. En caso de una reacción excesiva, la mezcla se polifase gradualmente mediante la precipitación de la poliglucosa. Por lo tanto, la calidad y el rendimiento del producto se ven gravemente afectados por el tiempo de finalización de la reacción. A partir de la glucosa sólida, el contenido de alquil glucósidos en los productos secundarios es menor, lo que permite filtrar los demás componentes polares (poliglucosa) y los carbohidratos restantes de la mezcla reactiva que nunca ha reaccionado completamente.
En el proceso optimizado, la concentración del producto de eterificación es relativamente baja (dependiendo de la temperatura de reacción, el tiempo, el tipo de catalizador y la concentración, etc.).
La figura 4 muestra el curso típico de una reacción directa de dextrosa y alcohol graso (C12/14-OH).
La temperatura y la presión de los parámetros de reacción están estrechamente relacionadas entre sí en la reacción de glicación de Fischer. Para producir alquilpoliglucósidos con bajos productos secundarios, la presión y la temperatura deben adaptarse entre sí y controlarse estrictamente.
Los alquilpoliglucósidos presentan un bajo contenido de productos secundarios debido a las bajas temperaturas de reacción (<100 °C) durante la acetalización. Sin embargo, las bajas temperaturas resultan en tiempos de reacción relativamente largos (dependiendo de la longitud de cadena del alcohol) y bajas eficiencias específicas del reactor. Las temperaturas de reacción relativamente altas (>100 °C, típicamente 110-120 °C) pueden provocar cambios en el color de los carbohidratos. Al eliminar los productos de reacción de bajo punto de ebullición (agua en la síntesis directa, alcoholes de cadena corta en el proceso de transacetalización) de la mezcla de reacción, el equilibrio de acetalización se desplaza hacia el lado del producto. Si se produce una cantidad relativamente grande de agua por unidad de tiempo, por ejemplo, debido a altas temperaturas de reacción, es necesario garantizar la eliminación efectiva de esta agua de la mezcla de reacción. Esto minimiza las reacciones secundarias (en particular, la formación de polidextrosa) que ocurren en presencia de agua. La eficiencia de evaporación de una etapa de reacción depende no solo de la presión, sino también del área de evaporación, etc. Las presiones de reacción típicas en las variantes de transacetalización y síntesis directa están entre 20 y 100 mbar.
Otro factor de optimización importante es el desarrollo de catalizadores selectivos en el proceso de glicosidación, inhibiendo así, por ejemplo, la formación de poliglucosa y la eterificación. Como ya se mencionó, el acetal o acetal inverso en la síntesis de Fischer es catalizado por ácidos. En principio, cualquier ácido de suficiente fuerza es adecuado para este propósito, como el ácido sulfúrico, el p-tolueno y el ácido alquilbencenosulfónico y el ácido sulfónico succínico. La velocidad de reacción depende de la acidez y la concentración del ácido en el alcohol. Las reacciones secundarias que también pueden ser catalizadas por ácidos (por ejemplo, la formación de poliglucosa) ocurren principalmente en la fase polar (agua traza) de la mezcla de reacción, y las cadenas de alquilo que pueden reducirse mediante el uso de ácidos hidrófobos (por ejemplo, ácido alquilbencenosulfónico) se disuelven principalmente en la fase menos polar de la mezcla de reacción.
Tras la reacción, el catalizador ácido se neutraliza con una base adecuada, como hidróxido de sodio y óxido de magnesio. La mezcla de reacción neutralizada es una solución de color amarillo pálido que contiene entre un 50 % y un 80 % de alcoholes grasos. El alto contenido de alcoholes grasos se debe a la relación molar entre carbohidratos y alcoholes grasos. Esta relación se ajusta para obtener un DP específico para los alquilpoliglucósidos industriales, y suele estar entre 1:2 y 1:6.
El exceso de alcohol graso se elimina mediante destilación al vacío. Las condiciones límite importantes incluyen:
– El contenido de alcohol graso residual en el producto debe ser<1% porque otros
La solubilidad y el olor se ven afectados negativamente.
- Para minimizar la formación de productos de pirólisis no deseados o componentes decolorantes, el estrés térmico y el tiempo de residencia del producto objetivo deben mantenerse lo más bajos posible en función de la longitud de la cadena del alcohol.
- Ningún monoglucósido debe entrar en el destilado porque éste se recicla en la reacción como alcohol graso puro.
En el caso del dodecanol/tetradecanol, estos requisitos se utilizan para la eliminación del exceso de alcoholes grasos, lo cual se satisface en gran medida mediante la destilación multietapa. Es importante destacar que, a medida que disminuye el contenido de alcoholes grasos, la viscosidad aumenta significativamente. Esto, obviamente, perjudica la transferencia de calor y masa en la fase final de destilación.
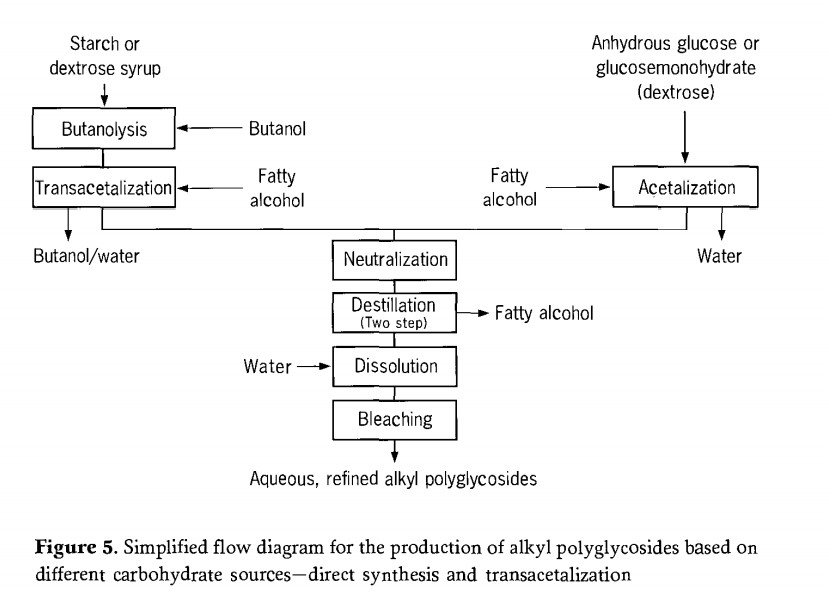
Por lo tanto, se prefieren los evaporadores de rango delgado o corto. En estos evaporadores, la película mecánicamente móvil proporciona una mayor eficiencia de evaporación y un menor tiempo de residencia del producto, además de un buen vacío. El producto final tras la destilación es un alquilpoliglucósido casi puro, que se acumula en forma de sólido con un punto de fusión de 70 °C a 150 °C. Los principales pasos del proceso de síntesis de alquilo se resumen en la Figura 5.
Dependiendo del proceso de fabricación utilizado, se acumulan uno o dos flujos del ciclo del alcohol en la producción de alquilpoliglucósido; el exceso de alcoholes grasos, mientras que los alcoholes de cadena corta, se pueden recuperar casi por completo. Estos alcoholes pueden reutilizarse en reacciones posteriores. La necesidad de purificación o la frecuencia con la que se deben realizar los pasos de purificación dependen de las impurezas acumuladas en el alcohol. Esto depende en gran medida de la calidad de los pasos del proceso anteriores (por ejemplo, la reacción y la eliminación del alcohol).
Tras la eliminación del alcohol graso, el principio activo del alquilpoliglucósido se disuelve directamente en agua, formando una pasta de alquilpoliglucósido altamente viscosa (50-70%). En etapas de refinado posteriores, esta pasta se procesa para obtener un producto de calidad satisfactoria, de acuerdo con los requisitos de rendimiento. Estas etapas de refinado pueden incluir el blanqueo del producto, el ajuste de sus características, como el valor de pH y el contenido de principio activo, y la estabilización microbiana. En la literatura de patentes, existen numerosos ejemplos de blanqueo reductivo y oxidativo, así como procesos de dos etapas de blanqueo oxidativo y estabilización reductiva. El esfuerzo, y por ende, el coste, que implican estas etapas del proceso para obtener ciertas características de calidad, como el color, dependen de los requisitos de rendimiento, de las materias primas, del DP requerido y de la calidad de las etapas del proceso.
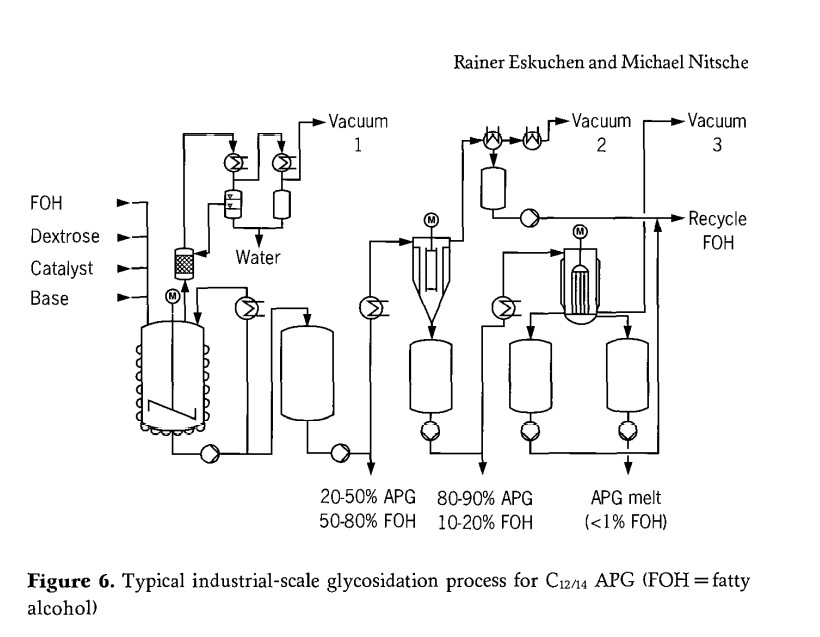
La figura 6 ilustra un proceso de producción industrial de poliglucósidos de alquilo de cadena larga (C12/14 APG) mediante síntesis directa.
Hora de publicación: 13 de octubre de 2020